
Wheels
In FIA nomenclature the ‘wheel’ is defined in article 1.5 of the F1 Technical Regulations as ‘the flange and rim’ and the ‘complete wheel’ in 1.6 as the ‘wheel and inflated tire’.
But put simply, the weel rim is the connection point between the tire, which is the only part of the car to make contact with the road, and the chassis itself. Without a rim you could not bolt a tire to the car, as even if the rubber was moulded to allow it, the consistency of rubber would not provide a good solution. Furthermore, in Formula One they are in fact highly optimised aerodynamic devices, as cooling air from the brakes passes through the rim openings form the inside of the wheel to the outside. Hence, it's important to have as little side surface of the rims as possible and it has to give good heat transfer and dispersion to enhance brake cooling. Wheel rim has to be light, it has to withstand tremendous forces without deforming but not create unwanted aerodynamic drag.

As you can imagine, only the best wheel makers can meet the high standards of F1 or any other competitive racing. While most F1 teams are well equipped to respond to constantly changing load values, what they ultimately prize is lightness, and at the same time, rigidity for powerful mechanical grip is very important. When it comes to completely custom order - made wheels (as for example F1, DTM, Indy, NASCAR, MotoGP wheels), manufacturers are using every last piece of ingenuity, both to increase rigidity by even a single percent, and to remove every fraction of a gram of excess weight.
The F1 teams buy wheels from companies such as OZ Racing, BBS, Enkei, Rays and Fondmetal. Once at the track, teams deliver their bare wheel rims to the tire manufacturers truck where the tires are put onto the rims with special machines. The tires are then inflated and delivered back to the teams.
 Easy to overlook, and often overshadowed by those much-talked-about tires that surround them, wheels are an interesting point. An insignificant, homogenous chunk of metal that all teams run. All competitive racing rims are now made of magnesium alloy. In fact, the rivalry between the sport's wheel manufacturers is just as fierce as that between engine suppliers and the work that goes into a team's wheels easily rivals that for any other component.
Easy to overlook, and often overshadowed by those much-talked-about tires that surround them, wheels are an interesting point. An insignificant, homogenous chunk of metal that all teams run. All competitive racing rims are now made of magnesium alloy. In fact, the rivalry between the sport's wheel manufacturers is just as fierce as that between engine suppliers and the work that goes into a team's wheels easily rivals that for any other component.
The FIA's Formula 1 regulations for wheels are brief but limiting. Their number is fixed at four (remember Tyrrell's six-wheeled P34 from 1976?) and they must be made of one homogenous metallic material. 13" diameter, their width, when fitted with tires (from 2011 season Bridgestone is not anymore tire supplier, replaced by Pirelli), must lie between 305 and 355mm at the front and between 365 and 380mm at the rear,
 |
Lotus Formula 1 team OZ wheels, with pressure sensor on left upper side |
while complete wheel diameter must not exceed 660mm when fitted with dry-weather tires, or 670mm when fitted with wet-weather tires. The minimum wheel thickness is 3.0 mm, the minimum bead thickness is 4.0 mm (measured from hump to outer edge of the lip), and the wheel lip thickness is 9mm (+/- 1mm). From there on in it is largely left to the teams - and their wheel partners - to design and manufacture the best on the grid. And, from year 2010 FIA rules stipulate that teams have to homologate wheel design before season, and design can't be changed during the year, except for safety reasons. So, mistakes are expensive.
The airflow through a wheel can have a considerable impact on the overall aerodynamic performance of a car, and is the subject of intense development by teams. As anything in Formula 1, the wheel cannot be viewed in isolation, and the various designs developed by teams to condition the airflow through the wheel are dependent on other parts, such as the brake cooling ducts, to be effective. The flow coming off a front wing, also plays a key role. Various teams have gone to great lengths to optimise this area of a car’s aerodynamics. The biggest developments took place over the 2006 and 2007 seasons, and instead of simply sculpting the wheel, teams – notably Ferrari – began to use disc-shaped devices that covered the outside of the wheel but that did not rotate. Come 2010, however, the FIA decided they had to go, and revised the regulations to eliminate them. Ferrari managed to circumvent the new regulations by incorporating an aerodynamic device into the wheel structure itself. This was a cunning move, as rims must be homologated for the whole season, and thus none of its rivals was able to copy the design. Come 2012, however, the FIA decided they had to go too.
The fact that teams will dedicate so much ingenuity and effort to such relatively small aspects of a car’s design highlights the level of design optimisation the current generation of cars achieves.
More recently, teams have worked together closely with rim suppliers to speed up the changing of wheels and tires during pitstops. Since 2010 there is a tendency to create advanced wheel nuts that can lock the wheels in place (by means of a pneumatic fastener - wheel gun) while at the same time apply the safety pin to prevent the wheels from running off when not securely fastened. Going along that route, by 2012 nearly all teams had integrated the wheel nut into the rim, ensuring that the nut is always at their perfect location already when positioning a wheel onto the car.
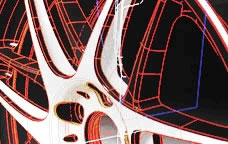 |
Wheel design in CAD-CAM |
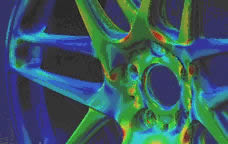 |
Wheel ready for production in FEA |
 |
Wheel designe ready for production |
In competitive wheel design, the balance between strength and weight is absolutely critical. Too heavy and the car will lose performance, too weak and there is a risk of structural failure. It's a real narrow strip to walk on, and to gauge it correctly F1 wheel suppliers are reliant on simulated circuit data and loads supplied by teams. With that data and using a process called "Finite Element Analysis", manufacturers - after a lot of number crunching - are capable of predicting the durability of a component on each track on the calendar.
There have been major steps forward in manufacturing techniques. Whereas before the magnesium used to make the wheel would be cast, now it is forged in the factory under a massive 9,000-ton press. Turned to create the basic shape and profile, the wheel is then milled using a five-axis machine to create the spokes. Ten years ago two-axis machinery was typically used, but this modern five-axis jig allows achieving Formula One levels of quality and consistency. It's an intense process, but in reality the company's work has only just begun.
Forged monobloc light alloy wheels combine the lightweight construction of the special magnesium alloys with the highest level of stability. To guarantee this, all monobloc wheel types are forged in one piece and are subject to rigorous checks at the end of each production stage to ensure stability. Monobloc wheels also offer a further advantage: their sports characteristics which are the result of unique alloys coupled with the lightweight construction.
When constructing new light alloy wheels, particular attention is always given to one thing: achieving the perfect balance between weight and stability which is known as the strength-to-weight ratio. In general, the more stability offered by a tire means the heavier it will be. However, the fact that there are exceptions to every rule is proven by innovative developments. For example, BBS AIR INSIDE TECHNOLOGY introduced circumferential hollow chambers and the spoke's hollow chamber, the inner and outer shoulder, spoke milling and weight-optimized rim centers couple maximum stability with a minimum rotating mass. The result: considerably better handling and increased
 |
OZ Rally racing wheels |
 |
Rays Wheels used in WTCC with Center lock |
performance. Nobody really knows if Ferrari uses this technology on his BBS rims, but is highly possible.
A dynamic sport driving experience that isn't heavy on the road - thank's to this new technologies, light alloy wheels come very close to delivering exactly that. The lightweight construction of the wheels markedly reduces the volume of the rotating and unsprung masses while markedly increasing the wheels' stability and load-bearing capacity. This significantly reduces the weight - even by several kilograms per wheel in some cases. At the same time, resistance to deformation of the flange increases by up to 60%. The "unsprung" weight includes wheels and tires, brake assemblies, the rear axle assembly, suspension arms and other structural members not supported by the springs. We can say all parts outboard from suspension springs. F1 and racing cars fight high unsprung weigh with sophisticated and expensive light materials and hours and hours of engineers work. The heaviest part of unsprung weight are tires, but with current rules you can't do much about that. Second heaviest part is wheel rim, and fight between suppliers is in that detail.
And now a little bit about production of the wheels
In competitive racing wheel production, in use are two metal processes: casting and forging. The first is mainly used in the production of After Market vanguard technological solutions characterizing competition wheels. Forging follows a basically different production process, which highlights the physical and mechanical features of the alloy, making them suitable for the use in competition, or for high prestige road applications and very high technological standard. F1, DTM, Indy, NASCAR, MotoGP wheels are usually made from forged magnesium alloy due its low density and high strength. They are machined in one piece (Monoblock) to make them as strong as possible, and are secured onto the suspension uprights by a single central locking wheel nut.
 |
Wheel produced by Enkei, McLaren official supplier |
 |
BBS wheels produced for Ferrari |
While there used to be total freedom in wheel design, strict regulations now mandate the exact alloys that can be used to construct wheels for Formula One cars. And apart from the obvious wheel dimension specifications to ensure everybody can use the same tires there are strict limitations on almost every measurable dimension of a wheel. Today Formula 1 wheels must be made from AZ70 or AZ80 magnesium alloys, but for other racing classes rules are not so restrictive.
Metals used in the production of light alloy wheels are aluminium and magnesium alloys. They are non-ferrous metals with physical and mechanical features presenting small quantities of binding elements, such as silicon, copper, manganese, zinc, nickel and titanium. Wheels can be cast or forged according to the kind of market they are projected for.
Usually aluminium alloy wheels are destined to the After Market, either for the car or motorbike market. They are for road use. The choice of the aluminium alloy composition is decided according to the wheel's features required by the market.
Magnesium alloy wheels, considering their high costs, optimum mechanical characteristics and lightness, are produced exclusively for competition use to supply Formula 1, Rally, Formula 3000, Super Touring Car, Le Mans, IRL and Superbike and MotoGP Teams.
Materials
The metals used in the production of light alloy wheels are aluminium and magnesium.
Aluminium alloys:
Aluminium is one of the lightest metals (specific weight 2.7 g/cm3). Used as an alloy and hardened and subsequently aged, it maintains its main characteristic, namely, lightness, and improves its mechanical and technological properties, such as tensile strength, dynamic stress resistance and resistance against corrosion.
Magnesium alloys:
Magnesium is the lightest among structural metals (specific weight 1.74 g/cm3, thus 35% less than aluminium). Magnesium alloys are characterized by extreme lightness, high resistance to impact and vibration, they do not stretch nor are they damaged superficially by friction: this is another characteristic that makes them particularly appropriate for the production of racing wheels. But they are hard to manufacture. The wheel thickness specifications are mainly in place for strength and safety, as thin layers of magnesium are highly flammable and could be a threat for the driver's safety in case of an accident.
FIA technical regulations are limiting use of any lighter material. Article 12:
12.3 Wheel material
Wheels must be made from an homogeneous metallic material with a minimum density of 1.74g/cm3 at 20°C.
Casting:
The wheel comes out from the foundry. The aluminium alloy is brought to a temperature of about 700° and is cast in moulds that give to the raw material the desired design when it solidify.
The casting technologies used are:
- Gravity casting: it is also called shell casting, and it basically consists in pouring the cast alloy into a steel mould.
- Low pressure casting: the alloy is heated at about 700°C, cast and then a pressure from the bottom pours it into the mould. OZ mainly uses this second process, which guarantees a better quality of the finished product. Low pressure casting is a relatively young technique and it is used to transform non ferrous materials and alloys into manufactured products presenting a high finishing level.
Aluminium and magnesium alloys are suitable for this metal process, for their pouring features, for the low casting point and a wide solidification interval: these requirements allow a slow filling of the mould cavities, the reproduction of the mould details, also the minimal ones and a correct air outlet, while the pouring connections are still open, through which pressure is transmitted into the piece also during the first solidification phase.
The resulting casting won't present any junctions, porousness and cavities, and the raw manufactured wheel will have a fine a compact grain.
Alloys used in casting plants:
- G-AlSi10Cu: aluminium alloy with parts of silicon and copper, gravity cast, used to produce single-body wheels.
- G-AlSi7Mg: aluminium alloy with parts of silicon, magnesium, titanium and strontium, low-pressure (LP) cast, with thermal treatment. This is used for single-body wheels, 17" to 22", and for fitted wheels, 18" to 23".
- Az 91: magnesium alloy with parts of aluminium, zinc, silicon, copper and nickel, low pressure cast and with thermal treatment, used for single-body racing wheels.
- EN AW-6082: aluminium alloy used in the flow-forming process, consisting in coating the semi-channels of fitted wheels.
FIA technical regulations are limiting use of any lighter and more expansive Mabnesium alloy:
12.3 Wheel material :
The use of magnesium M18430 is forbidden.
Forging:

Aluminium or magnesium alloy is poured in a continuous water-based process to get a 6-meter bar with 500 mm diameter. The same bar is extruded, until a diameter of 300 mm.
The extrusion procedure enhances the mechanical and structural characteristics of the metal whose particles are subsequently compacted and in this way they change the non-directional grain structure of starting material to the high integrity multi-directional grain structure of forgings. After that, the extruded forging dies are cuted into disks which are heated at a temperature of 300 degrees and treated with an oil-pressure press, with a gradual pressure of 3000 ton. Another press will print the semi finished product (otherwise called "formaggella, literally translated with "small fresh cheese" because of its shape) with a pressure of 9000 tons which are transmitted in 30 seconds to the cylindrical shape of a wheel.
 This final piece, which is still raw, has a strong structural tension caused by the extrusion and the forging that have forcedly displaced the material particles. The forging obtained in this way, though still unfinished, is strong in structural tension caused by the extrusion and forging processes. The structural tension is a synonym of fragility, that's the reason why the raw piece is subsequently put through a T4 or T6 thermal treatment which spreads out the internal forces and restores the mechanical characteristics of the alloy, distributing them uniformly in the semifinished product. This forged blank is then placed in a custom built spin-forging machine to spin out and forge the rim section. The resulting radial grain direction places the highest material strength in the same direction as the operating loads. The result is 'premium strength' wheel rim.
This final piece, which is still raw, has a strong structural tension caused by the extrusion and the forging that have forcedly displaced the material particles. The forging obtained in this way, though still unfinished, is strong in structural tension caused by the extrusion and forging processes. The structural tension is a synonym of fragility, that's the reason why the raw piece is subsequently put through a T4 or T6 thermal treatment which spreads out the internal forces and restores the mechanical characteristics of the alloy, distributing them uniformly in the semifinished product. This forged blank is then placed in a custom built spin-forging machine to spin out and forge the rim section. The resulting radial grain direction places the highest material strength in the same direction as the operating loads. The result is 'premium strength' wheel rim.
Advantages of the forging:
- Considering the same mechanical characteristics, the forged wheel is a lot lighter than the moulded wheel. This technological advantage improves vehicle performances and increases the hanging mass/mass on the table ratio, improving the suspensions and the vehicle's adherence to the road surface, especially nearby a curve and on a rough route.
- The mechanical and physical characteristics of the forged wheel are equally distributed in every part of the wheel, while the moulded wheel has characteristics which change from the central to the external part. This involves a greater resistance, a correct reaction of the material to impacts and stress, and a lower probability of ovalisation.
- The moulded wheel is lighter and has a smaller angular position and therefore a lower inertia. This involves lower power absorption during acceleration and better braking and lower fuel consumptions.
- Thanks to its lightness, the moulded wheel contributes to the decrease of the gyroscopic effect in motorbikes, improving the braking system.
Alloys used for moulded products:
-Az 80A: magnesium alloy, especially appropriate for moulding, containing magnesium and parts of aluminium, zinc, manganese, silicon and copper. This composition confers top resistance to impacts and stresses caused by sudden changes in direction. The fundamental characteristic, in any case, again, is lightness, that reaches up to 40% less than a common aluminium alloy. This material is used for the production of wheels for F1 and IRL Championship race cars.
HLT:
 HLT: otherwise called coating or flow forming. This technique uses rollers to move the material along the channel of a low-pressure cast aluminium wheel so as to lengthen it and give it the desired shape. This technology makes the material coated on the channel very compact, enhancing its mechanical characteristics.
HLT: otherwise called coating or flow forming. This technique uses rollers to move the material along the channel of a low-pressure cast aluminium wheel so as to lengthen it and give it the desired shape. This technology makes the material coated on the channel very compact, enhancing its mechanical characteristics.
The HLT wheels are produced with HLT technology that improves performance, reduces consumptions and guarantees the necessary resistance to pass the strictest safety tests. The innovation and the excellence of the HLT production processes (high light technology) are the result of direct experience in F1 racing.

The sensitive channel coating process and the new HLT technologies make it possible to obtain mechanical characteristics that are similar to those of a moulded wheel, increasing drastically resistance, with a consequent reduction of the weight of the wheel.
Thermal treatments:
The iron and steel work processes the light alloys are subjected to (casting and moulding) change the tension of the material. In order to make it possible for the wheels to be further processed and to reinstate and improve the initial characteristics of the alloy, the cast wheels and the "formaggelle" (from the moulding process) undergo thermal treatments which reduce the stresses produced by the iron and steel work processes.
The thermal treatment, or reclamation, is divided into two phases: structural tempering and aging. The first one consists in heating the piece to a temperature of 400-600 degrees: this process causes the annealing of the binders and the stabilization of the molecular pressure. Natural or artificial aging (otherwise called seasoning) completes the cycle of treatments and makes the alloy ready for structural use.
The aluminium alloys are subjected to a T6 treatment, characterized by artificial aging, while the magnesium alloys undergo a T4 treatment, characterized by natural aging.
Mechanical processes:
Mechanical processes concern only moulded wheels cut from the whole by numerical control machine tools. The vertical lathe is used for the processing of the wheel's channel and hub, which will house the vehicle's hubs and braking system; the final shapes of the spokes is obtained through the use of a shank-type cutter.
Before going on with the finishing process, the wheel is manually burred and it is peened with steel shot (0,1 mm diameter) in order to compact the surface.
Finishing:
The moulded steel and magnesium wheels can be anodized with a special electrochemical treatment which doesn't cause any weight increase, but protects from corrosion and enhances the wheel's design and mechanical workmanship.
Painting, which is traditionally carried out on wheels produced for use on the road, requires the application of four different layers, constituted by heat-applied epoxy powders and liquid metallic paint. Finally, a clear film coating is applied on the wheel, in order to confer greater brilliance and to protect it from abrasions and chemical agents.
The most important preproduction tests required by FIA and different Institutes are:
- Rotational bending test
- Rolling test
- Impact test
Test with Biaxial machine is the most complete test as it simulates the real life of a wheel on a dynamic route.
It is important to note that there are only two wheel manufacturers in the world which have this machine necessary to do this test.
The most important sport wheel manufacturers are:
The team either buys their wheels from a supplier or gets them for free in a sponsorship deal. Some teams even have their say in the development and the eventual specifications of the wheel rims, as they too have an effect on the total performance of a car. Current Formula 1 suppliers include Enkei, BBS, RAYS, O.Z Racing and AppTech.
 Established 1950 in Hamamatsu, Japan, Enkei Corporation started as a manufacturer of aluminum cast engine parts for motorcycles. Now a trendsetter with their high-end factories strategically scattered around the globe, Enkei continuously strives for perfection to deliver cutting edge aftermarket wheels.
Established 1950 in Hamamatsu, Japan, Enkei Corporation started as a manufacturer of aluminum cast engine parts for motorcycles. Now a trendsetter with their high-end factories strategically scattered around the globe, Enkei continuously strives for perfection to deliver cutting edge aftermarket wheels.
Aside from being ISO-certified, Enkei also adheres to the rigorous JGTC standards. Though very diversified, Enkei's core business is the manufacturing of aluminum wheels for the OEM market and big time race divisions worldwide. They are supplier of McLaren F1 team.
Schiltach, Germany - 1970. Heinrich Baumgartner and Klaus Brand Started out as suppliers of fiberglass components for racing touring cars of BMW and Ford. Their initials and of the city where they established their business formed the company name, "BBS".
Martin Braungart joined the firm later contributing a new counterpressure casting technique, gaining an edge over its competitors. With its modern plants and more than 35 years of experience, BBS has established its name in high-performance wheel production. To put it simple, BBS has excellent engineering. With the new patented AIR INSIDE TECHNOLOGY BBS sets a new milestone in the production of light alloy wheels. Circumferential hollow chambers and hollow cast spokes provide significantly lower weight and considerably better stability which provide better driving dynamics, improved driving comfort and increased driving safety. They are supplier of Ferrari F1 team.
 |
|
BBS Wheel AIR II CY AIR INSIDE TECHNOLOGY |

RAYS
Established 1973, Rays is a high-end manufacturer of wheels for both motorsports and street use. Though Rays sound American, it is a Japanese-based company also famous for its Volk Racing brand of wheels. Their Volk trademark is very popular among car enthusiasts with sport compact vehicles who usually are fond of street race and show circuits.
Rays stay ahead of the pack with its partnerships from top tuning and racing companies, particularly those in Japan. If you have seen the car flick "Tokyo Drift", then you know what I mean. They are supplier of Wiliams F1 team.



 Founded 1977 in Japan, Work Wheels focuses mainly on costumer's needs. That being said, these are the guys who love customization. Sporty or elegant, gorgeous or stylish, Work Wheels has determined the differences of each and successfully applied it to their wheel designs. Their two massive factories at Okayama and Osaka produce an allurement of wheels where each design caters to every driver's taste. Living their philosophy as the ultimate source for custom wheels, Work Wheels also boasts ISO 9001 certification for Quality Management System.
Founded 1977 in Japan, Work Wheels focuses mainly on costumer's needs. That being said, these are the guys who love customization. Sporty or elegant, gorgeous or stylish, Work Wheels has determined the differences of each and successfully applied it to their wheel designs. Their two massive factories at Okayama and Osaka produce an allurement of wheels where each design caters to every driver's taste. Living their philosophy as the ultimate source for custom wheels, Work Wheels also boasts ISO 9001 certification for Quality Management System.

As early as 1966, Momo was already producing special steering-wheels for racing aficionados. This gave birth to MOMO (from the initials of Moretti-Monza).
Perhaps the coolest designs you can find in the automobile market, Momo's sleek and innovative design makes them to the top of the list. Truly, Momo deserves to be called the "Italian Car Stylist".
If yo want to know more about stock car Alloy Wheels - click here.




